CNC Freze Tezgahında Kullanılan Çevrimler cnc okulu.net
CNC Freze tezgahında kullanılan çevrimler sayesinde programın daha kısa ve çabuk yazılması nedeniyle çok tercih edilir, bu yüzden üretimde her zaman çevrimler kullanılmıştır.
G16
Polar coordinat
G16 - G81 x..y..r..z..f..
G81
Doğrusal nokta delik delme çevrimi
G81 x....y...z...r...f...
G82
Geçici bekleme zamanlı delik delme çevrimi
G82 x....y...z...r...p...f...
G83
Kademeli talaş kırarak delik delme çevrimi
G83 x....y...z...r...Q...f...
G84
Klavuz (diş) çekme çevrimi
G84 x....y...z...r...f...
X.x ekseni komut değeri, Yy ekseni komut değeri Zz ekseni komut değeri R güvenlik mesafesi P delik sonunda bekleme mili saniye Q: Gagalama(derin delikler için. mikron cinsinden ilerleme
G15 -G16 Polar coordinat
G15 kapatır. G16 komutu açar. Açılı delik delme işlemlerinde kullanılır. örnek yazılım.
G16
G81 x..y..r..z..f..
G15
Proğram
O0001;
G90G80G49G40;
T1M6M3S2500;
G0G90G56X0Y0;
G43H1Z5;
G16;
G81X15Y0R5Z-8F300 M8;
X15 Y45;
Y90;
Y135;
Y180;
Y225;
Y270;
Y315;
G15;
G0 Z200;
G91G28X0Y0;
M30;
Proğram.2
O0001;
G90G80G49G40;
T1M6M3S2500;
G0G90G56X0Y0;
G43H1Z5;
G16;
G81X15Y0R5Z-8F300 M8;
G91 Y45;
Y45;
Y45;
Y45;
Y45;
Y45;
Y45;
G15;
G0 Z200;
G91G28X0Y0;
M30;
Yukarıdaki örneklerde G90 ve G91 kodlarında polar koordinat (coordinat) çevrimi yazılmıştır. X malzemenin yarı çapı ( R ) Y ise deliklerin aralarındaki açı değeridir. Yukarıdaki örnekte Y (açı) 45 derecedir. Bu değeri 360 / 8 =45 değeri çıkar. Yani delik sayısını 360' a böldüğümüzde açıyı buluruz.Örneğin 50 çapına 7 adet delik delinecekse .Programa yarı çapı 25 yani X25 Y ise 360 / 7=51.429 Programda başlangıç ilk delik G16 G81 X25 Y51.429 olarak işleme başlanır 7.son delik ise Y 308,571 olarak delikler delinir. Delik arası açıları 51,429.. Ayrıca G16 G81 X25 Y51.429 ilk delikten sonra G91 Y51,429 K6 tekrarı yazdığımızda 6 delik deler ve işlemi bitirir.Son olarak G15 kodu ile polar koordinatı kapatırız. Not : Burada karıştırılmaması gereken iş parçasının yarı çapı değil, deliklerin delineceği yarıçap alınır, iş parçasının yarı çapı 80 ise ama delikler 60 çapına delinecekse deliklerin bulunduğu çap alınır. Bütün animasyonları tekrar izlemek için mausunuza sağ tıklayın ve ' play' tuşlayın
G81 Doğrusal delik Delme komutu
G80 komutu delme çevrimlerini kapatır.G81 komutu ile tezgah istenilen ölçü ve verilen F hızında delik deler. G81 komutu ile boyları kısa olan delikleri veya daha yumuşak malzemeyi ve ayrıca havşa açma işlemlerini rahat yaparız. Programda G81 yazılışı şöyledir. G81 X..Y..Z..R..F..komutu ile takım tezgah hareket eder.
Program yazılışı
O0005;
G90 G80 G40 G49;
T1M6;
G0 G90 G55 X20 Y-15;
G43 H1 Z5 M3 S2500 M8;
G81 X20 Y-15 Z-8R5 F300;
X-10;
X-30;
X-20 Y20;
X0 Y20;
X30 Y20;
G80G0Z200
G91X0Y0
M30;
G82 geçici bekleme zamanlı delik delme
G82 kodu verildiğinde tezgah verilen değer ve F hızında delme G81 gibi delme işlemi yapar. G81 'den farkı ise delik sonunda verilrn süre kadar beklemesidir. bu süre programa P harfi ile yazılır ve birimi mili saniyedir. Proğram başlangıcı ise G82 X..Y..Z..R.P..F.. G80 komutu kapatır.
G83 kodu ile derin olan delikleri deleriz. Derin deliklerde talaş biriktiği için boşaltılması gerekir. Takım dönerken yukarı kaldırıldığında talaşıda dışarı atar. G83 koduna verilen bir komutla takım bir miktar deler ve biriken talaşı atmak için emniyet mesafesine çıkar ve tekrar delmeye devam eder böylelikle takım içerideki talaşı atar ve kırılmadan işlemi tamamlar. Q koduna verdiğimiz değerle bir miktar gider ve tekrar yukarı çıkar. Örneğin 20mm bir plaka delerken Q5 dediğimizde tezgah 5 mm deler ve talaşı atmak için emniyet mesafesine gelir ve tekrar delmeye devam eder. Bu işlemi (20/5=4) 4 defa tekrarlar ve delme işlemini bitirir Program da yazılışı şöyledir. . G83.X..Y..Z..Q..R..F.. G80 komutu ile iptal edilir.
Program yazılışı
O0005;
G90 G80 G40 G49;
T1M6;
G0 G90 G55 X20 Y-15;
G43 H1 Z5 M3 S2500 M8;
G83 X20 Y-15 Z-10R5 Q5 F300;
X-10;
X-30;
X-20 Y20;
X0 Y20;
X30 Y20;
G80G0Z200
G91X0Y0
M30;
G84 Klavuz çekme çevrimi
CNC işleme merkezlerinde klavuz ( diş) çekme işlemlerini G84 komutu ile uygularız. Belirtilen R (güvenlik) noktasına kesme ilerlemesi ile dönerek gider. İstenirse G98 komutu ile R noktasına daha hızlı gider. Diş çekmede F (ilerleme) değerini bulmak için F=SxHatve Örneğin: S200 ve hatve (adım) 1,5 ise F=300 olur. Diğer taraftan sabit diş çekme çevrimi (Rıgıt tappıng) de kullanabiliriz. Yüksek hızda ve hassas dişleride çekebiliriz G84 fonksiyonundan farkı diş boyu sonunda iş milinin durması ve sonra ters yönde dönmesidir. M29 ve devir( S ) verildikten sonra G95 komutu açılır. G94 komutu iptal eder. G95 ( ilerleme hızı = milimetre /devir ) Bu fonksiyonda S komutu ( iş mili devri ) verilmeli ve F kesme ilerlemesi diş hatvesi olarak girilmelidir.
Program yazılışı
O0005;
G0 G90 G80 G40 G49;
T4M6 (M10 klavuz);
G0 G90 G55 X45 Y25;
G43 H4 Z5 M3 M8;
M29 S500;
G95 ;
G84 X45 Y25 Z-10 R5 F1(hatve) ;
X20;
X0;
X-30;
X-40 Y-20 ;
X-10 ;
X10
X40
G94 ;
G0 Z200 ;
G91 G28 X0 Y0 ;
M30 ;
G32 ile Diş Açmak
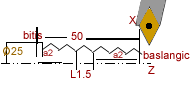
Düz, konik vb. vidalar G32 komutu ile kolaylıkla açılabilir.G32 komutu kullanılmak suretiyle aynanın dönme devri fener mili motoruna monte edilen pozisyon kodlayıcı vasıtasıyla bu devreye uygun olarak G32 komutunda F ile belirtilen hatve miktarı kadar tezgah herbir devirde ayna devri ile eş zamanlı olarak hareket eder. ayna bir devir yaptığında kızak ise diş hatvesi kadar ilerler ve bu şekilde diş açma işlemi yapılır.Diş açma komutu verildiği zaman panoda ki tuşlardan (feedrate overrıde%) her hangi bir şekilde değiştirilmez değiştiği zaman ilerleme farklı olacağından dolayı diş hatvesi uygun olmayacaktır..Diş açma esnasında sabit devir(G97) kullanılır.
Yandaki şekilde G32X25Z-50.F1.5 ; komutu verildiğinde diş çekebilir.Burada F ile diş hatvesi(adım) verilmektedir ve devir başina mm cinsinden ilerleme şeklinde belirtilir. genel olarak servo sistemdeki gecikmeden dolayı açılan dişin başlangıç ve bitiş noktalarında doğru olmayan adım değerleri oluşabilir.bu problemi ortadan kaldırmak için programda kullanılacak diş boyu gerçek diş boyundan bir miktar uzun olarak belirtilir.bu uzunluk miktarı diş başlangıcı ve bitiş kısımlarında sırası ile a1 veya a2 şeklinde belirtilir.
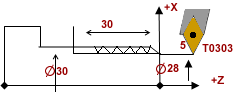
Örnek Çalışma
Yanda operasyon listesi verilen parçada diş açma işlemi adım :4mm, a1=3mm,a2 1.5 mm değeri için program
T0202;
G97S800M3;
G0X32.Z80.;
X31.;
G32Z40.F4.;
G0X32;
Z80;
X150.Z200.;
M30;
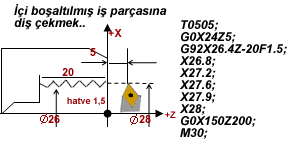
Diş Çekme Çevrimi G92
Daha önceki kısımlarda G32 komutu ile diş çekme işlemi yapmıştık.G32 kodu ile diş çekme esnasında her bir pasonun dört adet G kodu ile alt alta yazılıp programlana bileceğini görmüştük.Bu dört satırlık G kodunun tek bir satırda yazılan eşdeğer bir kod ile yazılması daha kolaylık sağlıyacaktır.G92 kodu bu işe yarar.G92 kodunu genel formatı G92 XaZbFl;
G92 Xa Zb FL; kodu programda verildiğinde, kalem ilk olarak "a" çapına hızlı şekilde iner,sonra "b-r"boyuna. L.-ilerleme ile(hatve) kesme işlemini yapar.Sonra 45 dercelik bir açı ile "b" boyuna kesme işlemi ile gider ve tekrar başlangıç noktası çapına hızlı bir şekilde çıkar ve en son olarak kalem başlangıç noktasına hızlı olarak gelir."r " ile belirtilen mesafe pah kırma mesafesi olarak adlandırılır.Pah kırma mesafesi 0.1L...12.7 aralağındadır.0.1L artırımlarla 5130 nolu parametrde belirtilir.5130 nolu parametre sıfır ise bu değer (pah kırma) sıfır olarak adlandırılır.
G90 kodunda olduğu gibi G92 kodu ile belirtilen çap, ilerleme ve koniklik değerleri modal değerlerdir, yani bir defa belirtildikleri zaman aynı tipten başka bir G kodu kullanılana kadar aktif kalırlar.
Örnek Çalışma
T0303
G97S800M3;
G0X31Z5 (başl.poz)
G92X29.6Z-30F0.1.5
X29.3;
X29;
X28.6
X28.2
X28;
G0X150X200
işlem bittiğinde kalem başlangıç pozisyonuna geri döner.
İş parçası Koordinat Sistemi (W-shft veya G50)
Bir iş parçasını işlemek için kullanılan ve NC parça programının, iş parçası üzerinde veya dışında tanımlanmış bir sıfır noktasına göre, verilen X ve Z koordinatları ile yazılması, bize iş parçası koordinat sistemini tanımlar. W-SHFT veya G50 metodu kullanılarak yapılır.
W-SHFT ile İş parçası Sıfır Noktası Tanıtma
W-SHFT demek taretin üstünde ki bütün takımları + ve - değer vererek komple takımları ileri veya geri ye çekmektir.
Örnek: CNC Tornamızda 6 takımımız tarette ayarlı ve A işparçası nı işliyorlar. A İş parçasının üretimi bitti ve B iş parçasının üretimi yapılacak. Fakat B iş parçasında 4 takım kullanılacak yani 2 takım boşta kalacak. Şimdi B iş parçasını aynaya bağladık. İlk önce B iş parçasını takımlara tanıtmamız gerek. 4 takım kullanacağımızdan Tektek 4 takımıda tanıta biliriz ama 2 takımımızda boşta onlarıda sökmemiz yada tanıtmamız gerek yoksa çarpar. şimdi dikkat : W-shft sayfasını ofsetten açalım karşımıza o anki X ve Z kolonu değerleri görünür. Eğer B iş parçası ile A iş parçasındaki X ve Z farklarını biliyorsanız bu farkları direk W-shft ofsett sayfasına yaza bilirsiniz. örneğin A iş parçası B işparçasından 10mm(Z) kücükse Z kolonuna Z-10. yada -10 yazıp input bas. 10 mm komple bütün takımları geriye çekeriz Yada T0101' çağırırız ve iş parçası alın kısmına değdiririz yada az tornalama yaparız, takımımızı oynatmadan W-shft sayfası Z kolonuna Z0. input X içinde iş parçasının çapını yazarız böylece bütün bağlı takımları bi kalemde ayarlarız. Kullanmayacağımız diğer takımlarda kendi pozisyonlarını iş parçasına göre aldıkları için herhangi bir çarpma veya takım kırılması olmayacak. W-shft te + değer verdiğimizde Aynaya doğru gider. - değer verdiğimizde aynadan uzaklaşır fakat bunlar bazı makinalara görede değişir onu yapıp görmek gerekir. Fakat program yazdığımızda - herzaman için aynaya doğrudur. + değer ise parçadan uzaklaşmadır.
Takımları ayarlama
Z yönünde ayarlama : Refeans takımımız "T0101" olsun İş parçasını bağladıktan sonra küçük bir devir (S300;) verelim. Takımımızı el çarkı ile iş parçasının alnına yaklaştıralım, hatta yukardan aşağı ya kadar toz paso alalım. Alın kısmını temizledik ten sonra takımı oynatmadan GEOOFSET ' tuşuna basın ve GEO1 bölümünden "Z" kolonuna Z0. yazın ve inputa basın. böylelikle takımımızı iş parçasına tanıttık Z yönünde
X yönünde ayarlama: Takımı iş parçasının üstüne , takım eğer uzun delikler için kullanılıyorsa alttan işparçasına hafif temas ettirin. hatta yüzeyi az temizleyin. İş parçasını temizledikten sonra çapını ölçün, GEOOFSET tuşuna basın ve GEO1 bölümünden X kolonuna ölçtğünüz değeri yazın (örnek: X45.) ve input tuşuna basın. Çaptada ayarlama yı bu şekilde yaptık....Eğer başka takımlar var ise bu yol izlenerek yapın. Fakat takım sıralamasını karıştırmayın. Eğer iş parçasının kaba çapını biliyorsanız direk ofset bölümüne yazabilirsiniz...
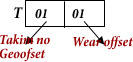
GEOmetrik ofset ve WEAR ofset
Geometrik Offset sayfası:Referans takımı dışındaki takımlarınreferans takımına göre X ve Z yönündeki farkaları tanıtmak için kullanılan sayfadır.Panelde GEO tuşuna basılınca aşağıdaki sayfa görülür.
Wear offset:Aşınma offseti olarak ta adlandırılır.Çalışan program içerisinde takıma istenilen değerlerde paso vermek için kullanılır.Takım ucu değiştiği zaman veya iş parçası istenilen ölçüde çıkmadığı zaman çapsal(U) ve boy(W)dan offset buradan verilir.
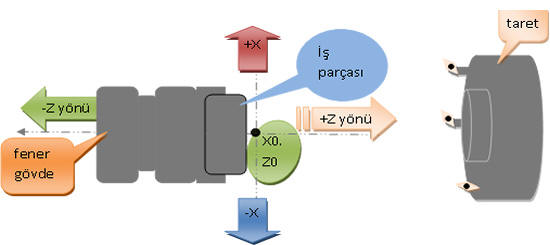
Eksenlerin Kontrolleri ve Yönleri
İş parçası sıfır noktası: Programlama için iş parçasının sıfırı belirlenmesi gerekir. Bu iş parçasının sıfır noktası, programlama ve kesme işleminin başlangıçta bir referans noktası olarak alınır.X Ekseni: İş parçasının çapsal yöndeki boyutları X komutu ile tamamlanır ve fener mili merkez doğrusu X0 olarak alınır. Z Ekseni: İş parçasının uzunluk boyutları Z komutu ile tanımlanır ve iş parçasının pürüzsüz alın yüzeyi Z0 olarak alınır.
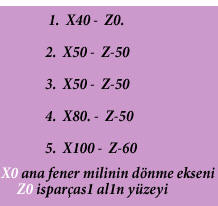
Mutlak Komut Sistemi (Absolute) ve Eklemeli Sistemde programlama
Mutlak komut sistemin de tezgah X ve Z adreslerini kullanır. X çapı Z ise iş parçasının alın yüzeyinden olan uzaklığı ifade eder. Takım için bütün hareket komutları, iş parçasının sıfır noktası (X0-Z0) referans noktası olarak alınan koordinat değerleri şeklinde verilir. Aşağıda solalttaki şekilde, 1 ve 5' e kadar olan noktalara hareket komutları verilmiştir.Eklemeli sistemde programlamada ise X ekseninde hareket eden U (çapsal) Z ekseninde hareket eden için W kullanılır.Eklemeli sistemde program komutu, son bulunan noktadan, gidilecek noktaya olan uzaklığı ve (+ /-) şeklinde yönü içermektedir. Sağ daki şekilde eklemeli sistemde programlamayı göstermişdir.
Program Yazılırken Kullanılan Terimler
R : RadyüsC:Chamfer.(pah)H: Height(Boy-yükseklik)D: Diameter(çap) anlamındadır. Otomatik çevrimlerde R:Emniyet mesafesi .Q: Paso miktarıF:Hatve (diş adımı) olarak ta kullanılır.